Clutch & Brake
A-9
パウダクラッチ・ブレーキ
4. 許容連続スリップ工率
パウダクラッチ・ブレーキは連続スリップで使用可能ですが、スリップによる発生熱でパウダをはじめとするクラッチ・ブレーキの各
部の温度が上昇します。これを制限するため、各機種ごとに許容連続スリップ工率が設けてあり、その範囲内で使用する必要があ
ります。
なお、許容連続スリップ工率は自然冷却・強制空冷などによってその値が異なります。その値は各機種ごとに示していますが、自
然冷却のときは入力回転速度によって、その値が異なりますので注意してください。
使用中のスリップ工率の計算は A-42ページを参照ください。
5. 許容連結仕事量
クラッチ・ブレーキで慣性を有する負荷を起動・制動すると、パウダと動作面がスリップし、摩擦熱を発生します。
この発生熱はパウダをはじめクラッチ・ブレーキの各部の温度を上昇させます。この発生熱が過大な場合、摩擦部の温度が異常
に上昇します。 これを防ぐため、各機種毎にそれぞれ許容連結仕事量が定められています。したがってこの範囲内で使用する必
要があります。詳細は技術資料を参照ください。
6. 空転トルク
励磁電流を完全に遮断しても、パウダの残留磁気、ベアリングのグリース、シールなどの摩擦による機械損失によって空転トルク
が生じます。
ブレーキの場合は、この空転トルク以下のトルク制御はできません。
クラッチの場合は、入力軸に引きずられて出力軸が回転しようとするトルク(つれ回りトルク)となり、ブレーキと同様にこのトルク
以下は制御することができません。
この空転トルクは機種によって異なりますので各機種の仕様を参照ください。
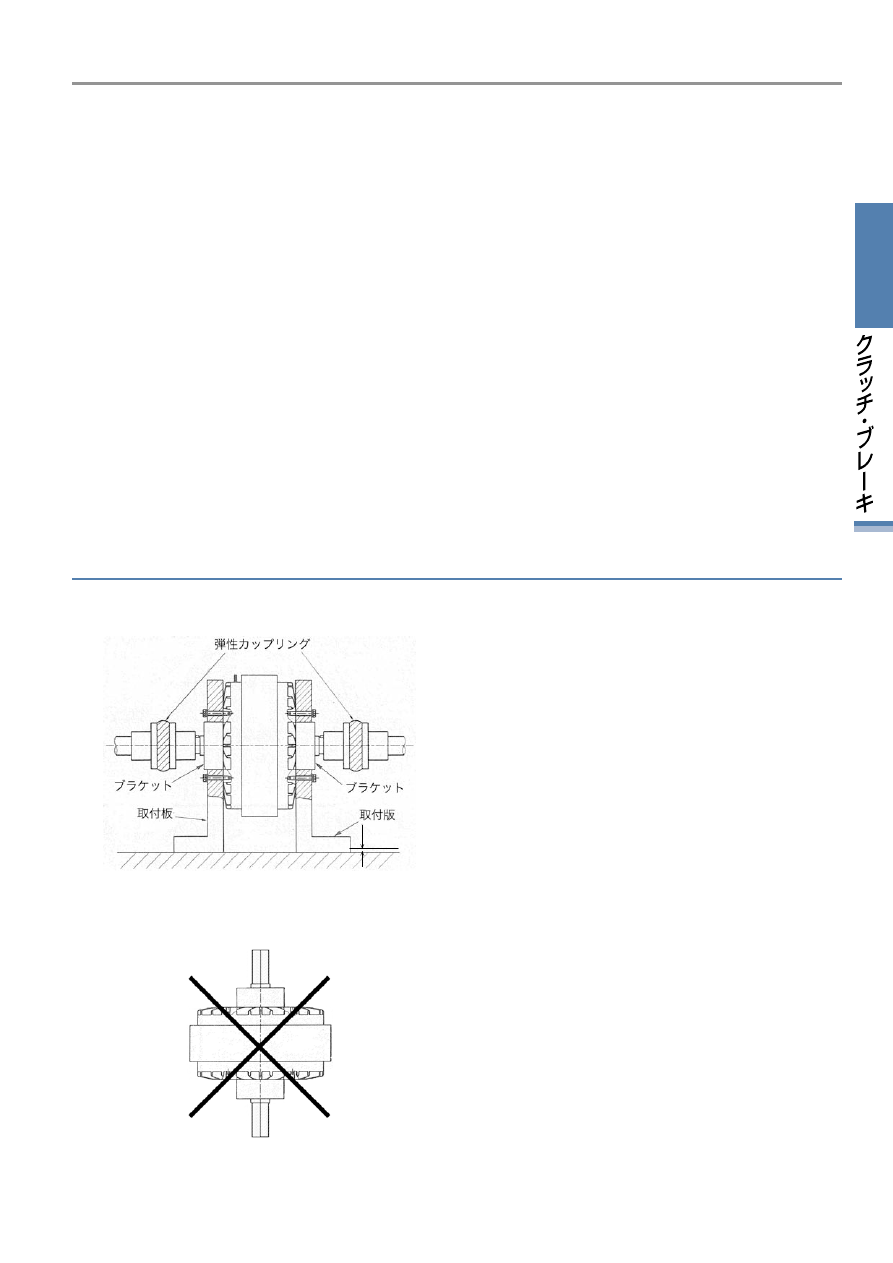
1) パウダクラッチ・ブレーキは軸垂直取付では使用できません。
(パウダの均一な分布が得られないためです。)
2) 入出力逆で使用しないでください。
耐久性、トルクの安定性の面から推奨できません。
3) 負荷軸との連結には、必ず弾性カップリングを使用してくだ
さい。
プーリ等を取付ける時は、許容軸荷重の範囲としてください。
4) キー寸法は旧JISです。(ZXシリーズは除く)
詳細は、外形寸法表を参照してください。
5) コイルに+−の極性はありません。
6) 正規の運転に入る前に必ずならし運転を実施してください。
( 要領は使用上の注意を参照ください。)
7) ZKGシリーズは取付板の放熱面積に注意してください。
8) ZAシリーズは外周が回転しますので、必ず通風性の良い金
網などで全体をおおってください。
9) 詳細は、各機種の取付例を参照してください。
■ 取付に関する注意事項
平行度
0.05以下