12
●巻径を非接触で検出し、これに応じて巻出制
動トルクや巻取りトルクを制御します。
●巻径検出方式には次の五つの方式のものが
あり、センサの少ないものは設定項目が多くな
ります。
①速度・厚み設定方式・・・・ センサレス
②積算厚み方式・・・・・・・・・・ シングルセンサ(巻軸)
③比率演算方式・・・・・・・・・ ダブルセンサ
④タッチレバー方式・・・・・・・ ポテンションメータ
⑤超音波センサ方式・・・・・ 超音波センサ
上図は巻軸パルスとメジャーパルスによる比率演
算方式の場合です。
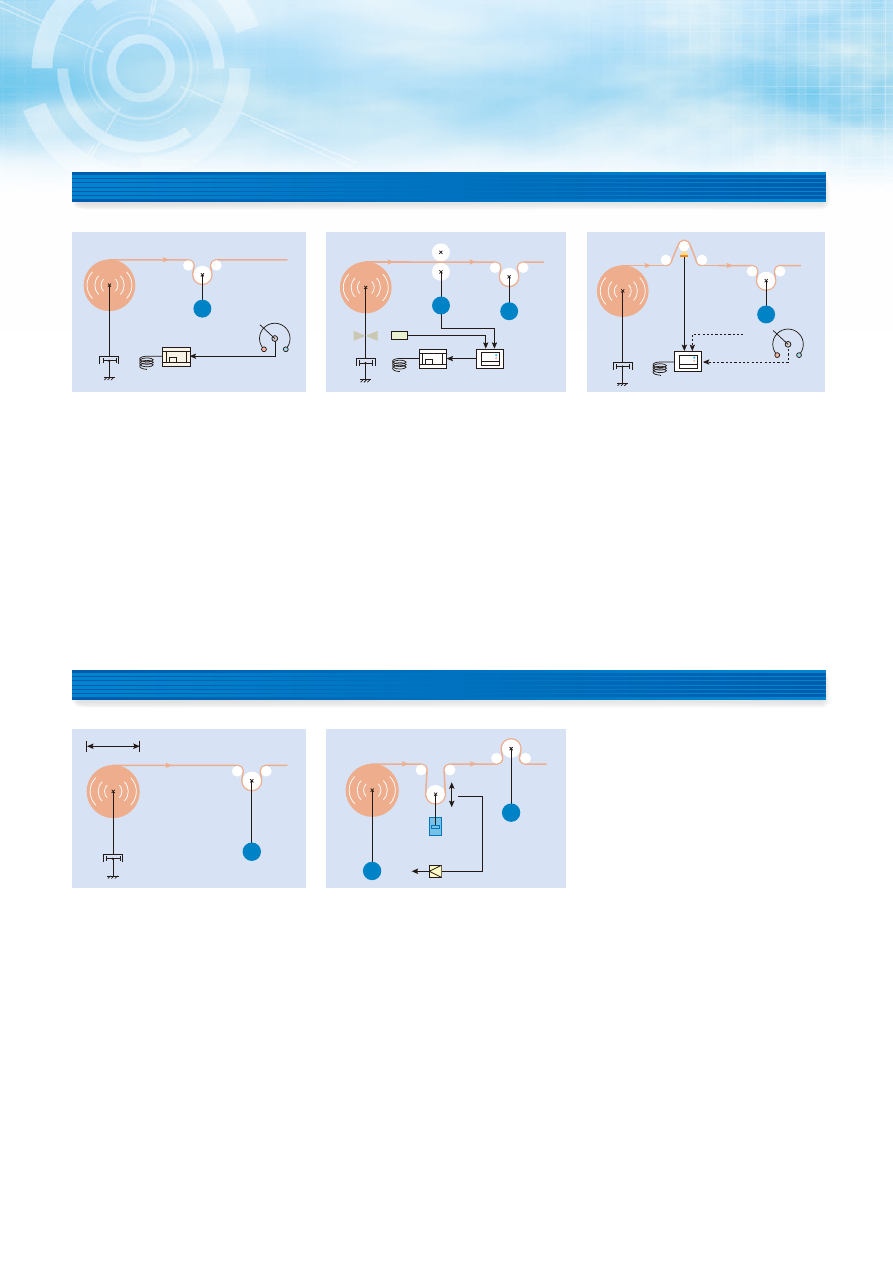
■半自動制御
●巻径変化の少ない巻出し・巻取り制御や中
間軸制御においてクラッチ・ブレーキを用いた
手動制御が行われます。
●機械停止時に急制御を行ったり、運転中は
調整ボリュームのリモート操作が行われます。
■手動制御
●張力検出器を用いたクローズドループ式の張
力制御を全自動方式と呼んでいます。
●外部シーケンスによる多軸切換え制御を行う
場合、リールチェンジ入力信号に基づいて制
御出力の新軸プリセット制御が行われます。
●ただしプリドライブ制御は外部で行う必要があ
ります。
■全自動制御
●上図のように巻出し枠にパウダブレーキを設
け、その制動トルクをT(N・m)
とすると、巻出し
材料の張力FはF=2T/D(N)
となります。
●従って、巻径D(m)の減少に伴って制動トル
クを減少させると、一定の張力が得られます。
●このように巻出し軸や巻取り軸に積極的に
制動トルクや巻取りトルクを与えて、材料に所
定の張力を付加しながら運転する方式のもの
をトルクテンコンといいます。
●上図のようにダンサロールの位置が一定となる
ように巻出し枠やフィード軸の回転速度の制
御を行うものを速度テンコンまたはダンサテンコ
ンといいます。ダンサロールの位置はポテンショ
ンメータで検出します。
●ダンサロールの入側速度が速すぎるとダンサは
下降し、遅すぎると上昇しますので、制御は速
度応答性を必要とし、
しかも安定な動作が求め
られます。
しかし張力の絶対精度はエア圧の精
度に依存します。
(当社には、上記システムに該当する製品がご
ざいませんので、ご注意ください。)
■速度テンコン
■トルクテンコン
トルクテンコンはダンサロールが不要であり、上記の手
動・半自動などの簡易な張力制御装置を用いることがで
きます。またアクチュエータとしては、パウダクラッチ・ブレ
ーキ、ヒステリシスパウダクラッチ・ブレーキあるいはサー
ボモータ
(トルクモード)
を用いることができます。
速度テンコンは加減速時の慣性補償張力の割合に運転
張力が小さい微小張力運動や伸びやすい材料の張力制御
に適しています。アクチュエータはサーボモータを用います。
張力制御の方式分類
トルクテンコンと速度テンコン
M
送りモータ
張力
F(N)
巻径
D(m)
制動トルク
T(N・m)
M
SM
送りモータ
エアシリンダ
巻出枠
主軸
ダンサロール
サーボ
モータ
張力制御装置
巻枠
張力検出器
張力設定
リモート操作
主軸
リールチェンジ
入力信号
M
巻枠
調整
ボリューム
主軸
M
パワーアンプ
張力制御装置
巻枠
近接スイッチ
エンコーダ
パワーアンプ
メジャーロール 主軸
EC
M
各種用途と方式