162
163
NAK55
テクニカルデータ
加工条件
加 工
加工工程
工具材質
切削速度
m/min
送り
mm/
1
刃
切込深さ
mm
旋削加工
荒加工
超硬(コーティング)
40
∼
60
0.7mm/rev
6
∼
8
仕上げ
超硬(コーティング)
40
∼
60
0.7mm/rev
2
∼
3
フライス加工
荒加工
超硬
80
∼
90
≦
0.12
≦
3
超硬(コーティング)
100
∼
120
≦
0.15
≦
4
エンドミル加工
荒加工
超硬
30
∼
35
≦
0.12
0.25D(径方向)
2D(軸方向)
仕上げ
粉末ハイス
20
∼
25
≦
0.10
0.2D(径方向)
2D(軸方向)
ドリル加工
̶
Co
系ハイス
12
∼
15
0.05
∼
0.2
̶
タップ加工
̶
高
V
系ハイス
5
̶
̶
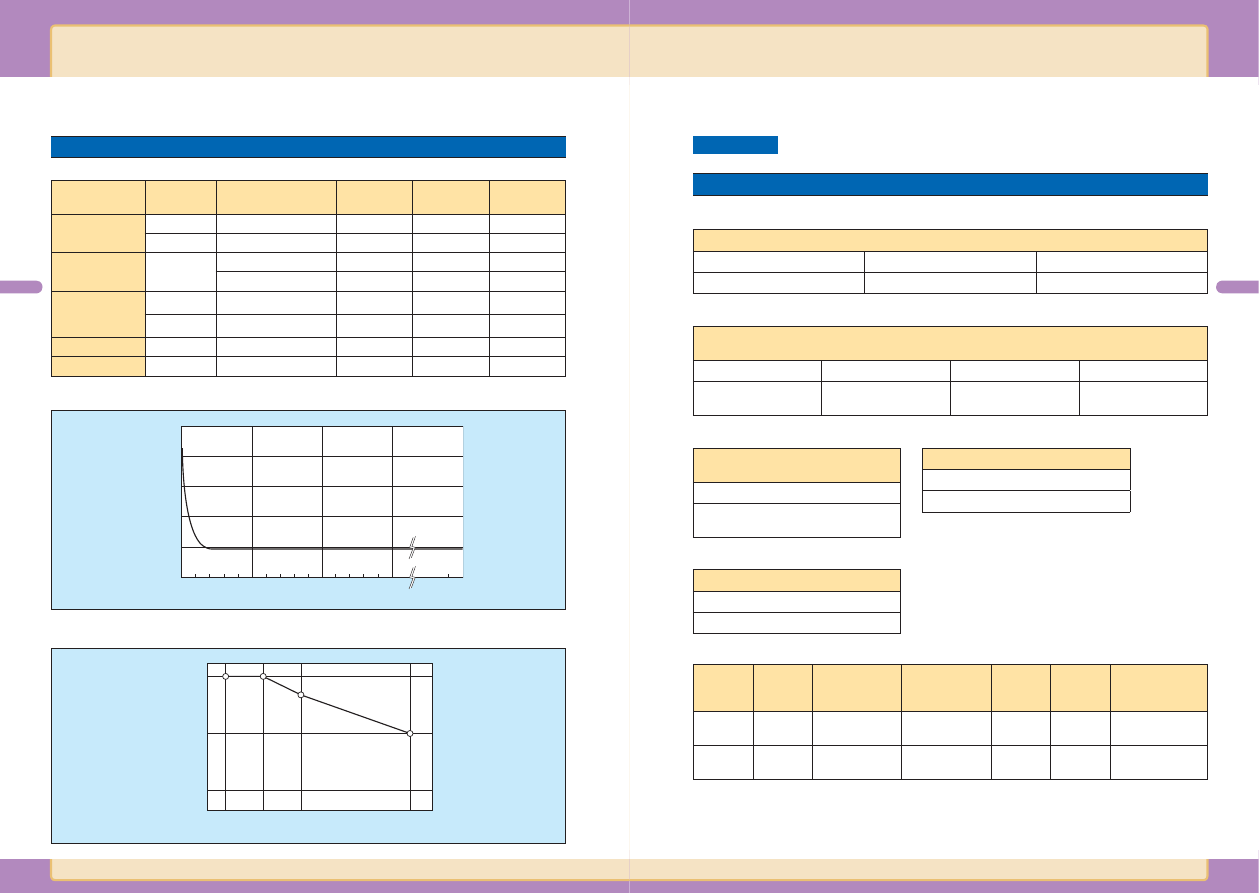
窒化特性
300
0.2
0.5
1.0
1.5
中心部
400
500
600
700
800
表面からの距離(mm)
硬さ(
HV
)
ガス軟窒化
540°
C×5時間
再加熱特性
40
35
30
納入
状態
520
540
600
温度(°
C)
硬さ(
HRC
)
諸特性
硬 さ
37∼43HRC……………プリハードン
D:工具径
熱膨張係数
熱膨張係数
×
10
-
6
/
°
C
20
∼
100
°C
20
∼
200
°C
20
∼
300
°C
11.3
12.5
13.4
熱伝導率
熱伝導率
W/
(
m
・°
C
)
(
cal/cm
・
sec
・°
C
)
20
°C
100
°C
200
°C
300
°C
38.9
(
0.093
)
39.3
(
0.094
)
41.9
(
0.100
)
42.7
(
0.102
)
縦弾性係数
縦弾性係数
N/mm
2
(
kgf/mm
2
)
20
°C
201,000
(
20,500
)
密度
密度
g/cm
3
20
°C
7.80
比熱
比熱
J/
(
kg
・°
C
)
20
°C
481
機械的特性
採取方向
硬 さ
HRC
0
.
2
%耐力
N/mm
2
(
kgf/mm
2
)
引張強さ
N/mm
2
(
kgf/mm
2
)
伸 び
%
絞 り
%
シャルピー衝撃値
J/cm
2
(
kgf
・
m/cm
2
)
L
40
981
(
100
)
1,255
(
128
)
15
40
18
(
1.8
)
T
40
981
(
100
)
1,275
(
130
)
14
38
12
(
1.2
)
引張試験片:JIS4号
衝撃試験片:2mmUノッチ
衝撃試験温度:293K(20℃)
N
A
K
55
N
A
K
55