226
227
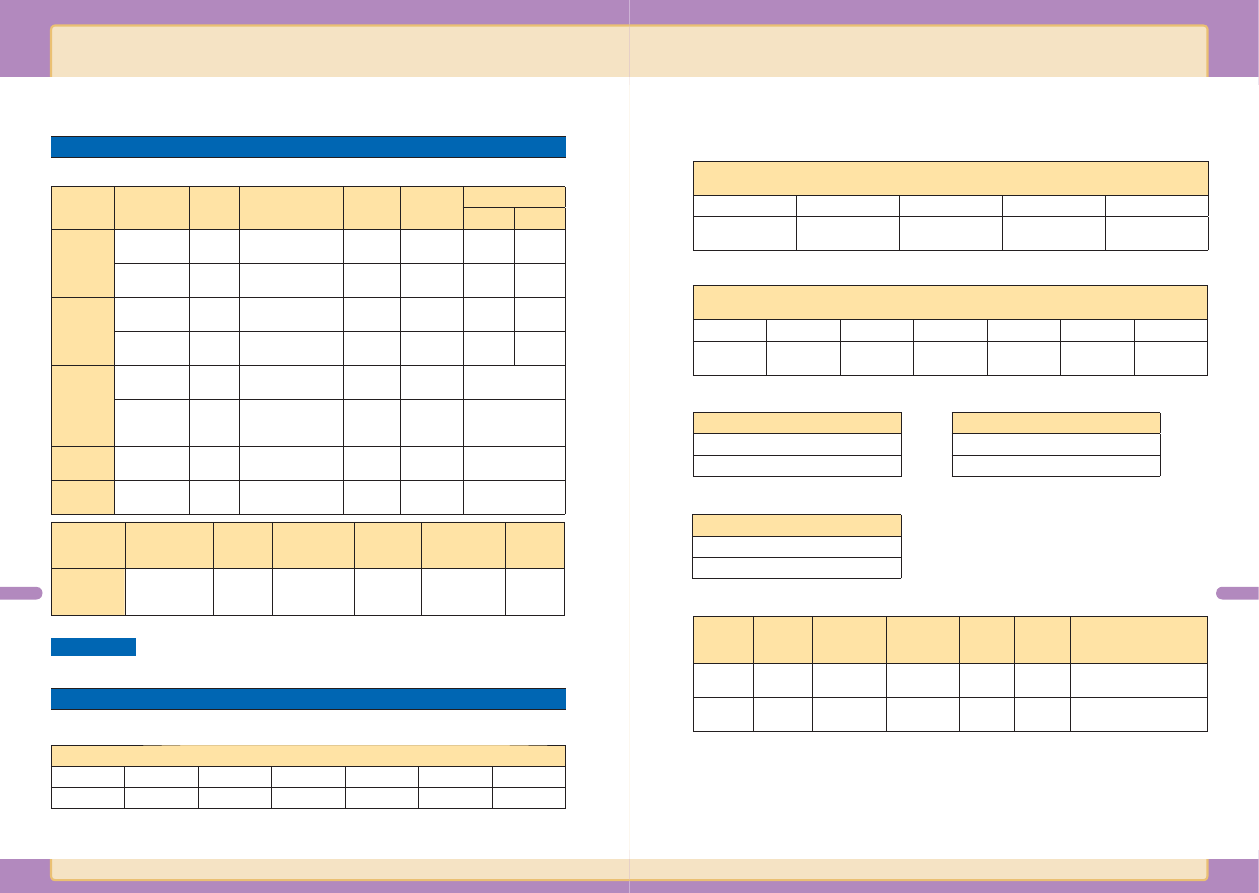
熱伝導率
(硬さ:45HRC)
熱伝導率
W/
(
m
・°
C
)
(
cal/cm
・
sec
・°
C
)
20
°C
200
°C
400
°C
500
°C
700
°C
30.5
(
0.073
)
30.1
(
0.072
)
29.3
(
0.070
)
28.9
(
0.069
)
28.0
(
0.067
)
縦弾性係数
(硬さ:45HRC)
縦弾性係数
N/mm
2
(
kgf/mm
2
)
20
°C
200
°C
300
°C
400
°C
500
°C
600
°C
700
°C
206,000
(
21,000
)
196,000
(
20,000
)
191,000
(
19,500
)
178,000
(
18,200
)
167,000
(
17,000
)
137,000
(
14,000
)
98,000
(
10,000
)
密度
(硬さ:170HB)
焼なまし品
密度
g/cm
3
20
°C
7.75
密度
(硬さ:48HRC)
熱処理品
密度
g/cm
3
20
°C
7.74
比熱
(硬さ:48HRC)
比熱
J/
(
kg
・°
C
)
20
°C
450
機械的特性
採取方向
硬 さ
HRC
0
.
2
%耐力
N/mm
2
(
kgf/mm
2
)
引張強さ
N/mm
2
(
kgf/mm
2
)
伸 び
%
絞 り
%
シャルピー衝撃値
J/cm
2
(
kgf
・
m/cm
2
)
L
40
1,070
(
109
)
1,250
(
127
)
12 58
58
(
5.9
)
T
40
1,070
(
109
)
1,250
(
127
)
10 50
39
(
4.0
)
引張試験片:JIS10号
衝撃試験片:2mmUノッチ
衝撃試験温度:296K(23℃)
SKD61
テクニカルデータ
加工条件
D:工具径
加 工
金型材の状態 加工工程
工具材質
切削速度
m/min
送り
mm/
1
刃
切込み
mm
径方向
軸方向
エンドミル
加工
焼なまし材
(
170HB
)
荒加工
HSS-Co
≦
30
≦
0.15
≦
0.12D
≦
1.5D
焼入焼戻し材
(
48HRC
)
仕上加工
超硬+
TiAIN
≦
60
≦
0.10
≦
0.5mm
≦
1.5D
正面フライ
ス加工
焼なまし材
(
170HB
)
─
サーメット
≦
120
≦
0.1
≦
0.8D
≦
5mm
焼入焼戻し材
(
48HRC
)
─
超硬+
TiAIN 50
∼
70
≦
0.1
≦
0.8D
≦
3mm
旋削加工
焼なまし材
(
170HB
)
─
超硬+
コーティング
100
∼
120
≦
0.35
≦
6mm
焼入焼戻し材
(
48HRC
)
─
超硬+コーティング
又は黒セラミック
(
SiN
系)
60
∼
80
≦
0.3
≦
2mm
ドリル加工
焼なまし材
(
170HB
)
─
SKH51
15
∼
20
≦
0.2
mm/rev
─
タップ加工
焼なまし材
(
170HB
)
─
V
系ハイス
5
∼
10
─
─
加 工
金型材の状況
砥 石
砥石周速度
m/min
クロス送り
mm
1
パス当たりの
切込み量
mm
テーブル
速度
m/min
平面研削加工
(レシプロ)
焼入焼戻し材
(
48HRC
)
HA80H8B 1,200
∼
1,500
砥石巾の
30
∼
50
%
≦
0.02 18
∼
25
硬 さ
納入時 229HB以下……………焼なまし状態
使用時 53HRC以下……………焼入焼戻し後
諸特性
熱膨張係数
(硬さ:45HRC)
熱膨張係数 ×
10
-
6
/
°
C
20
∼
100
°C
20
∼
200
°C
20
∼
300
°C
20
∼
400
°C
20
∼
500
°C
20
∼
600
°C
20
∼
700
°C
11.7 12.5 12.9 13.2 13.5 13.8 14.0
S
K
D
61
S
K
D
61