技術資料
158
技術資料
TECHNICAL DATA
159
技術資料
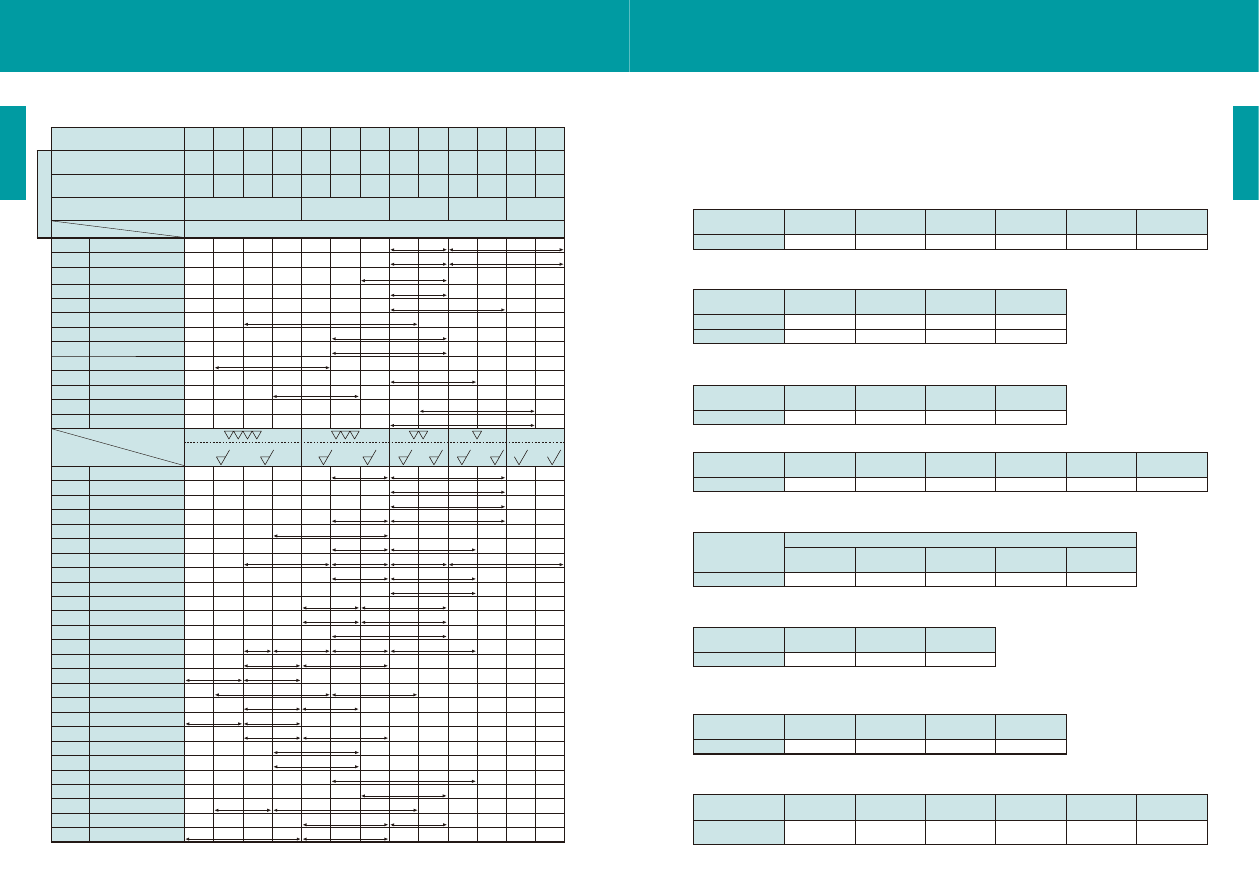
各種加工法による粗さの範囲
算術平均粗さ
(R a)
0.025
0.05
0.1
0.2
0.4
0.8
1.6
3.2
6.3
12.5
25
50
100
従
来
の
粗
さ
表
記
粗さの範囲
(μm)
0.1
以下
0.2
以下
0.4
以下
0.8
以下
1.6
以下
3.2
以下
6.3
以下
12.5
以下
25
以下
50
以下
100
以下
200
以下
400
以下
最大高さ
(R max)
0.1
− S
0.2
− S
0.4
− S
0.8
− S
1.6
− S
3.2
− S
6.3
− S
12.5
− S
25
− S
50
− S
100
− S
200
− S
400
− S
基準長さの
標準値(mm)
0.25
0.8
2.5
8
25
仕上記号
加工方法
無 記 号 ま た は ∼
F
鍛造
精 密
C
鋳造
精 密
C
パーマネントモールド鋳造
インベストメント鋳造
CD
ダイカスト
R
熱間圧延
R
冷間圧延
D
引抜キ
E
押出シ
SPT
タンブリング
SBSN
砂吹キ
RL
転造
−
火炎切断(溶断)
−
のこ引き
仕上記号
加工方法
−
0.012 0.2
∼
0.4 1.6
∼
3.2 6.3
∼
12.5 25
∼
50 100
∼
MFC
正面フライス削り
精 密
P
平削り
SH
(SL) 彫削り
(立削りを含む)
M
フライス削り
精 密
B − BF
精密中グリ
FF
ヤスリ仕上
精 密
L
丸削り
精 密
上
中
荒
B
中グリ
精 密
D
キリモミ
DR
リーマ通シ
精 密
BR
ブローチ削り
精 密
−
シェービング
G
研削
精密
上
中
荒
GH
ホーニング仕上
精 密
GSP
超仕上
精 密
SPBF
バフ仕上
精 密
FCA
ペーパ仕上
精 密
FL
ラップ仕上
精 密
SPLH
液体ホーニング
精 密
RLB
バニシ仕上
−
ローラ仕上
SPED
放電型彫
SPED
ワイヤーカット放電
−
バレル研磨
精 密
SPC
化学研磨
精 密
SPE
電解研磨
精 密
※ 加工方法記号 JIS B0122(1978)
指示なき加工寸法の普通許容差(抜粋)
図面上に加工寸法の指示が特にない場合、各材質、形状により以下の許容差が採用されていることが多い
実際の許容差の採用にあたっては、
JIS
に定められたそれぞれの数値を確認し最適の許容差を採用する必要がある
(
1
)削り加工寸法の普通許容差
(
1-1
)金属(鋼及びアルミ)製品
JIS B 0405 の削り加工寸法の普通許容差の公差等級:中級(m) 単位:mm
基準寸法の区分
0.5 を超え
6 以下
6 を超え
30 以下
30 を超え
120 以下
120 を超え
400 以下
400 を超え
1000 以下
1000 を超え
2000 以下
許容差
± 0.1
± 0.2
± 0.3
± 0.5
± 0.8
± 1.2
(
1-2
)板金品
JIS B 0408 の金属プレス加工品普通許容差の公差等級:B級 単位:mm
基準寸法の区分
6 以下
6 を超え
30 以下
30 を超え
120 以下
120 を超え
400 以下
平板(曲げ無)許容差
± 0.1
± 0.2
± 0.3
± 0.5
曲げ加工品許容差
± 0.3
± 0.5
± 0.8
± 1.2
(
2
)非金属製品の普通許容差
(
2-1
)ウレタン・シリコンゴム製品
単位:mm
基準寸法の区分
50 以下
50 を超え
100 以下
100 を超え
200 以下
200 を超え
300 以下
許容差
± 0.3
± 0.5
± 0.7
± 1
(
2-2
)樹脂製品
単位:mm
基準寸法の区分
4 以下
4 を超え
16 以下
16 を超え
63 以下
63 を超え
250 以下
250 を超え
1000 以下
1000 を超え
2000 以下
許容差
± 0.1
± 0.2
± 0.3
± 0.5
± 0.8
± 1.2
(
3
)角度寸法の許容差
JIS B 0405 の角度寸法に対する公差等級:中級(m) 単位:mm
基準寸法の区分
対象とする角度の短い方の長さの区分
10 以下
10 を超え
50 以下
50 を超え
120 以下
120 を超え
400 以下
400 を
超えるもの
許容差
± 1°
± 30 ′
± 20 ′
± 10 ′
± 5 ′
(
4
)面取り部分の長さ寸法(かどの丸み及びかどの面取り寸法)に対する許容差
JIS B 0405 の面取り部分の長さ寸法に対する公差等級:中級(m)
基準寸法の区分
0.5
(※)
以上
3 以下
3 を超え
6 以下
6 を
超えるもの
単位:mm
許容差
± 0.2
± 0.5
± 1
※ 0.5mm 未満の基準寸法に対しては、その基準寸法に続けて許容差を個々に指示する
(
5
)直角度の普通公差
JIS B 0419 の直角度の普通公差等級:K級 単位:mm
短い方の辺の
呼び長さの区分
100 以下
100 を超え
300 以下
300 を超え
1000 以下
1000 を超え
3000 以下
直角度公差
0.4
0.6
0.8
1
(
6
)真直度及び平面度の普通公差
JIS B 0419 の真直度及び平面度の普通公差等級:K級 単位:mm
呼び長さの区分
10 以下
10 を超え
30 以下
30 を超え
100 以下
100 を超え
300 以下
300 を超え
1000 以下
1000 を超え
3000 以下
直角度公差及び
平面度公差
0.05
0.1
0.2
0.4
0.6
0.8